-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
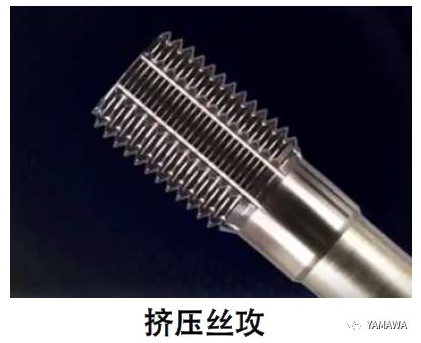
使用擠壓絲攻時的特長及注意事項
時間:2019/10/21 8:32:11 瀏覽次數:4472
字體:大
中
小

使用擠壓絲攻加工,不會產生切屑,而且壽命良好。還具有很多的優勢,至于優點和需要留意的部分我們一起來看看。
擠壓絲攻是利用塑性加工原理將內螺紋壓塑成形。
下圖為利用擠壓絲攻壓塑出內螺紋的剖面圖。
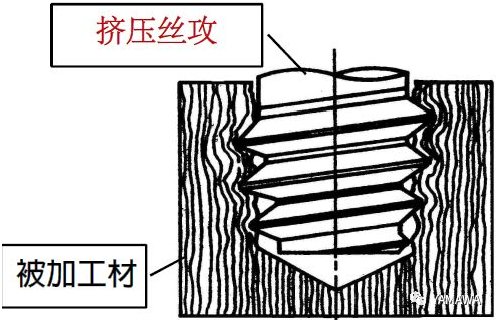
利用絲攻的牙頂擠壓成為內螺紋牙谷部分,受擠壓的材料往上塑形成為內螺紋內徑,形成牙山形狀。
擠壓絲攻主要的特點[與切削絲攻比較]
◆加工時絲攻無切削排除
因為沒有產生切削的關系,所以也適合立式盲孔加工用。
◆不易折損
因不需要排屑用溝槽,因此螺絲攻的芯徑較大,也無切屑干擾,所以不易折損。
◆內螺紋內徑(中徑)精度高
因內螺紋是以擠壓塑形而成,所以內螺紋表面光滑,中徑尺寸穩定。
◆攻牙效率高使用壽命長
不具有會因為切削而磨耗的刀刃,因此比切削絲攻更適合高速加工,且使用壽命也比較長。若施以氧化,氮化,TiN,TiCN處理等表面處理,其使用壽命可大幅度提升。
擠壓絲攻使用時注意的事項
◆攻牙扭力比切削是絲攻大2~3倍
請確認機器動力。另外,請確保工件加工過程中夾持穩定。
◆僅限于加工具延展性的材料
一般的鋁合金和鋼材加工是沒有問題的。
鑄鐵就不適用硬度超過HRC35的調質鋼和高硬度鋼材加工上就會有點困難了。
◆下孔徑的誤差范圍需控制在牙距的5%以內,比切削絲攻更需嚴格管理下孔徑。
例) M6×1的擠壓絲攻、公差:要求下孔50μm左右。
※切削絲攻的公差在236μm(0.236mm)左右
◆與切削絲攻加工相比,內螺紋孔面易產生毛邊,因此要依狀況,在孔面施行倒角加工。
◆下圖內螺紋牙頂上,會產生U字形狀缺口,稱為「牙口」,使用切削絲攻則不會有此情形。
在適當范圍內的牙口,是不會影響影響內螺紋的機能。

