-
--熱烈祝賀我會聯(lián)辦的科普活動被中國科協(xié)評為--優(yōu)秀科普活動
12月21日,中國科學技術(shù)協(xié)會辦公廳印發(fā)《關(guān)于對2020年全國科普日有關(guān)組織單位和活動予以表揚的通知》(科協(xié)辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務(wù)中心聯(lián)辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優(yōu)秀科普活動。
關(guān)于學會
學術(shù)科普
鋁合金缸體壓鑄工藝及品質(zhì)改進
時間:2019/9/3 9:54:34 瀏覽次數(shù):4493
字體:大
中
小

目前,基于能源、環(huán)保的需要,社會對汽車的要求越來越趨向于高性能、低能耗、低污染。途徑有兩個:一是改進動力系統(tǒng);二是減輕汽車質(zhì)量,即汽車輕量化。鋁合金是汽車發(fā)動機上應(yīng)用最多和最廣的輕金屬,因為鋁合金具有質(zhì)量輕、耐腐蝕性良好等優(yōu)良性能,完全滿足了發(fā)動機活塞、缸體、缸蓋在惡劣環(huán)境下工作的要求。某新款發(fā)動機相比舊款發(fā)動機的質(zhì)量減輕了14.7kg,百公里油耗降低了1L,每公里二氧化碳的排放量降低10g左右。
汽車發(fā)動機鑄件,如缸體、缸蓋、罩蓋、鏈輪殼、油底殼等,多屬于形狀復雜、結(jié)構(gòu)多變、尺寸精密和致密性高的鑄件,由于高標準、高成品率的要求,對鋁合金鑄造工藝、品質(zhì)保證等提出了挑戰(zhàn)。
1. 鋁合金壓鑄缸體
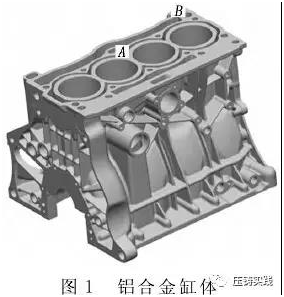
圖1為Al-9Si-3Cu合金壓鑄缸體,其尺寸為351mm×334mm×269mm,壁厚為(4±00.4)mm,毛坯質(zhì)量為18.9kg,硬度(HB)為90-110。采用高磷蠕墨鑄鐵缸套,硬度(HHB)為220-290,壁厚為4.4mm,桁磨后壁厚為2.8mm。缸體結(jié)構(gòu)包含缸筒、水套、高壓油道、曲軸箱、主軸承座等。
2. 鋁合金缸體壓鑄工藝及品質(zhì)控制
2.1 鋁合金熔化設(shè)備及工藝
熔化采用LPG燃氣爐,其具備上料、熔化及保溫功能,熔化率為3.5t/h,保溫爐容量為10t/h。
為節(jié)省能源,目前多采用鋁合金液直送工藝,即由鋁合金供應(yīng)商在廠內(nèi)進行鋁合金液的熔化,將合金液直接送至壓鑄車間保溫爐內(nèi)。合金牌號為Al-9Si-3Cu,鋁合金錠與回爐料配比為4∶6;采用直讀光譜儀檢測出爐前合金液成分;合金液在熔化爐保溫室內(nèi)進行720℃保溫,在進行爐內(nèi)精煉除渣之后,出爐到轉(zhuǎn)運澆包內(nèi);在轉(zhuǎn)運澆包內(nèi)采用氮氣(99.99%)+旋轉(zhuǎn)除氣裝置進行除氣處理,可凈化合金液內(nèi)部殘存氣體及殘渣;通過含氣量檢測裝置進行除氣效果評價,密度指數(shù)=(1-ρ真空/ρ常壓)×100,控制標準為≤1。
2.2 壓鑄模及澆注系統(tǒng)設(shè)計
模具采用六面抽芯結(jié)構(gòu),主要由定模部分、動模部分、成形部分、澆注系統(tǒng)、抽芯機構(gòu)、頂出機構(gòu)、排氣系統(tǒng)、加熱保溫裝置、定位導向系統(tǒng)等組成。壓鑄模材質(zhì)為3Cr2W8V和H13鋼,抽芯棒可采用鈦合金或高溫合金,熱處理后其硬度(HRC)達到45以上,通過表面氮化處理后,壓鑄模具的壽命可達10萬次以上。
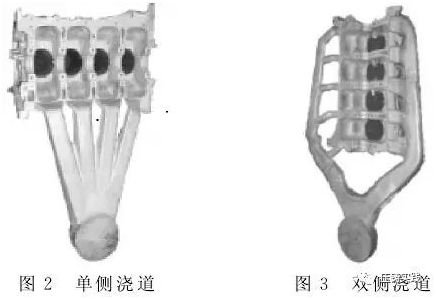
通常缸體壓鑄件的澆注系統(tǒng)有兩種形式:單側(cè)澆注系統(tǒng)和雙側(cè)澆注系統(tǒng)。單側(cè)澆注系統(tǒng)一般用于小型缸體,雙側(cè)澆注系統(tǒng)一般用于大型缸體。通過充填和凝固模擬的模流分析軟件,可使?jié)沧⒐に嚥贾玫玫絻?yōu)化。圖2為單側(cè)澆注工藝,圖3為雙側(cè)澆注工藝。
2.3 壓鑄機及壓鑄工藝
為獲得高品質(zhì)壓鑄件,溫度、速度、壓力、時間等關(guān)鍵工藝參數(shù)必須滿足壓鑄生產(chǎn)的需要。
2.3.1溫度控制
澆注溫度控制在640-680可能導致氧化夾雜缺陷。
壓鑄模在使用前要預熱到一定溫度。在連續(xù)生產(chǎn)中,壓鑄模溫度往往升高,溫度過高除使液態(tài)金屬產(chǎn)生粘模外,也導致鑄件冷卻緩慢,使晶粒粗大、頂出變形等。
鋁合金缸體模具加熱使用6臺模溫加熱器,所有的型芯、鑲塊等均采用冷卻水,使模具工作溫度控制在180-200℃范圍內(nèi)。
2.3.2 速度和壓力控制
缸體壓鑄件品質(zhì)對壓射工藝參數(shù)的變化非常敏感。速度過高容易造成鑄件中的氣體增加;過低則容易造成充填不良。壓射壓力過低,鑄件中氣孔、縮孔等缺陷增加;壓力過高,飛邊及毛刺等缺陷增加,對模具損害也大。采取合適的壓射速度(壓射比壓),確定合理的速度轉(zhuǎn)換位置,在凝固之前對鑄件實現(xiàn)快速增壓(增壓比壓)。
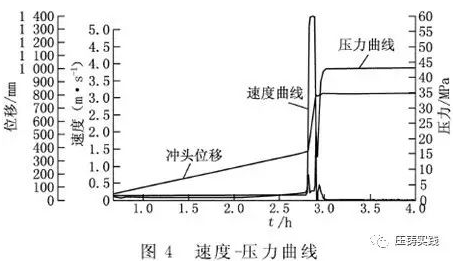
因缸體尺寸大、結(jié)構(gòu)復雜、壁厚差異大,采用28000kN壓鑄機,設(shè)置慢壓射速度為.0.2m/s左右,慢壓射行程為400mm,快壓射速度為5.5m/s左右,最終壓力保持在45Mpa左右。圖4為位移、壓力和速度與時間的關(guān)系曲線。
2.3.3 時間控制
充填時間長短取決于鑄件體積的大小和復雜程度,充填時間與內(nèi)澆口的截面積有密切關(guān)系,并與沖頭壓射速度直接關(guān)聯(lián)。充填時間最終體現(xiàn)為2級壓射速度,即快壓射速度控制在4-5m/s。
合金液充填型腔完畢,將進入凝固成形階段,此時應(yīng)立即進行增壓,使合金液在高壓下凝固結(jié)晶,大噸位壓鑄機建壓時間控制在30ms以內(nèi),小型壓鑄機可達到10ms。
持壓時間的長短取決于鑄件的材質(zhì)和壁厚。持壓時間過短容易產(chǎn)生氣孔、縮松;持壓時間過長則鑄件溫度低,收縮大,抽芯和頂出鑄件時的阻力大,不僅出模困難,同時容易引起鑄件開裂,一般取30s。
2.4 壓鑄自動化生產(chǎn)單元的實現(xiàn)
壓鑄機配備有澆注機械手、噴涂機器人、取件機器人、切邊機等周邊附屬裝置,可實現(xiàn)全自動生產(chǎn),單件節(jié)拍為110s。
2.4.1合金液保溫
通過轉(zhuǎn)運澆包將成分、含氣量合格的合金液轉(zhuǎn)至壓鑄機前保溫爐內(nèi)進行保溫,溫度控制在640-680℃。
2.4.2 鑄鐵缸套嵌入
在缸套嵌壓前,缸套需要預熱至90℃,避免鋁合金收縮應(yīng)力導致的開裂。
2.4.3 澆注系統(tǒng)清理
采用自動液壓切邊機及切邊模,切除澆注系統(tǒng)、排溢系統(tǒng)及缸孔內(nèi)飛邊。
2.5 熱處理
缸體鑄造殘余應(yīng)力包括熱應(yīng)力、相變應(yīng)力及收縮應(yīng)力。殘留應(yīng)力降低了鑄件的力學性能,影響鑄件的加工精度。通過24h自然時效后T5處理,可以達到消除殘余應(yīng)力的目的。圖5為T5處理曲線。
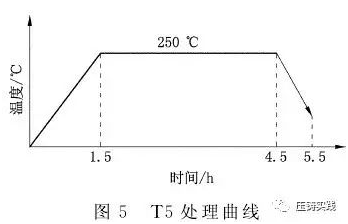
T5處理將導致鑄件硬度(HB)下降8-10,通過提高Cu、Si、Mn的含量及適當降低T5處理的溫度,可得到理想的鑄件硬度。其中,Cu含量的增加,硬度增大效果明顯,但材料成本較高,需通過化學成分和溫度的正交試驗,以確定工藝方案。硬度測量點見圖1中A、B兩點。
2.6 粗加工
為確保交付產(chǎn)品滿足后續(xù)精加工定位及加工精度,需對毛坯進行粗加工以消除鑄造公差,粗加工范圍包含定位孔、主軸承座、缸孔等,均采用加工中心完成。
2.7 試漏
粗機加后的零件需要進行試漏,分為水套試漏、高壓油道、低壓油腔,試漏過程主要分為充氣、穩(wěn)壓、測量、排氣4個階段,測試參數(shù)見表1。

2.8 浸滲
針對要求水套泄漏量小于100mL、曲軸箱泄漏量小于500mL的泄漏零件,將進行浸滲處理,使有機浸滲液填補進鑄件的細微氣孔、縮松中,使缸體達到應(yīng)有的氣密性要求。對毛坯泄漏而言,浸滲只是針對表面縮松、冷隔缺陷零件的返修,其所占比例很小。毛坯在機加工后,厚壁縮松部位才能暴露出來,成品浸滲是重要的返修工藝。允許2次浸滲,浸滲有效率可達99%。
3. 關(guān)鍵技術(shù)應(yīng)用
3.1實時參數(shù)控制
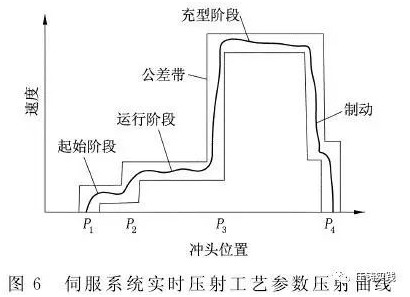
影響壓鑄件品質(zhì)的因素是多方面的,如鑄件中的氣孔、縮松、尺寸精度及表面品質(zhì)等。實時壓射控制系統(tǒng)是由快速響應(yīng)的電液伺服閥為主體所組成的閉環(huán)液壓控制系統(tǒng),最終實現(xiàn)自動壓射系統(tǒng)的速度和增壓壓力實時控制,使每次壓射過程壓射速度和增壓壓力曲線的重復性好,批量生產(chǎn)鑄件的內(nèi)在品質(zhì)穩(wěn)定。
同時,通過對壓射速度、壓射壓力等重要參數(shù)進行SPC統(tǒng)計控制,在每次壓射過程完成后,如參數(shù)合格,鑄件將被自動標識,如超出控制限制,則鑄件將被判為不合格而被自動隔離。圖6為伺服系統(tǒng)實時壓射工藝參數(shù)壓射曲線。
3.2 真空壓鑄
真空壓鑄是將型腔內(nèi)的氣體抽出,金屬液在接近真空狀態(tài)下(4.5×10-4MPa)充填型腔,可以有效消除或減少氣孔。傳統(tǒng)壓鑄件是不能進行熱處理的,因為殘存氣體的膨脹導致鑄件鼓包,而采用真空壓鑄,使缸體熱處理成為可能。
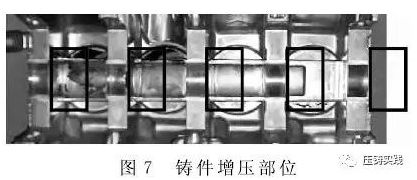
3.3 局部增壓
缸體存在壁厚不均,主軸承座厚壁處因來不及補縮而導致內(nèi)部縮松,加工油道孔后存在泄漏風險,僅依靠工藝參數(shù)優(yōu)化及抽真空措施不能完全避免縮松。局部增壓是當金屬液充滿型腔并建立最終增壓壓力的2s后,立即針對厚壁部位的半固態(tài)金屬以增壓針再次進行加壓,使其在高壓下凝固,可有效解決主軸承座厚壁部位的縮松問題,見圖7。
3.4 高壓水冷
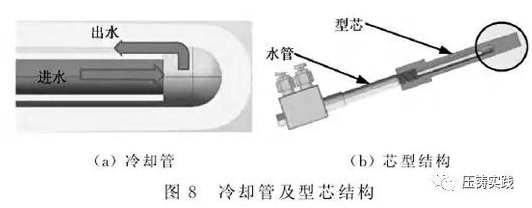
針對鑄件上厚壁加工部位,如螺紋孔,加工后出現(xiàn)縮松導致的零件泄漏。因模具結(jié)構(gòu)限制,厚壁部位的縮松問題不能通過局部增壓得以解決。通過1.0-1.5MPa高壓水,對直徑大于4mm的型芯內(nèi)部進行冷卻,可使型芯周邊組織先行凝固,形成致密層,減少縮松傾向。圖8為冷卻管及型芯結(jié)構(gòu)。
3.5 產(chǎn)品可追溯性
每個鑄件的壓射過程參數(shù)均在存儲器中和壓射系列號對應(yīng),并將系列號標識在鑄件表面,如自動判斷為合格,將自動進行激光標識二維矩陣碼,其中包含設(shè)備、模具、生產(chǎn)日期、系列號等相關(guān)信息;如不合格,將自動隔離報廢。
4. 重點品質(zhì)問題分析及改進
4.1 降低廢品率
批量生產(chǎn)初期廢品率高達15%。圖9為鑄件缺陷類型。主要缺陷為油道及水套泄露值超出可浸滲上限、加工面缺陷等。加工面缺陷有氣孔、渣孔、縮松3種形式。
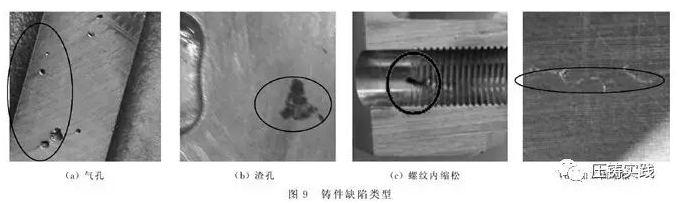
氣孔多呈圓形,表面光亮。通過對合金液的除氣處理、合理設(shè)計澆注及排溢系統(tǒng)、合理設(shè)置工藝參數(shù),可以適當降
氣孔的產(chǎn)生。通過抽真空技術(shù)的應(yīng)用,可以最大程度地消除氣孔并使后續(xù)熱處理成為可能。
渣孔屬于內(nèi)部夾雜,外觀表現(xiàn)為黑色、形狀不規(guī)則。產(chǎn)生原因是來自合金液、模具上涂料等殘余隨合金液充填型腔,在鑄件內(nèi)部形成渣孔。解決此問題的方法,首先,優(yōu)化合金的配料,輔之精煉處理,達到凈化合金液的目的;其次,合理布置澆注及排溢系統(tǒng),將前端充填的低溫、臟污合金液導入集渣包內(nèi),采用齒形激冷排氣塊排氣,集渣效果良好。
縮松表現(xiàn)為組織縮松、不連續(xù),可為孔洞和松散區(qū)域。產(chǎn)生的原因是合金液充填型腔的同時,壓力不能及時傳遞并確保合金液在壓力下冷卻凝固,并存在局部厚壁區(qū)域液態(tài)金屬收縮大于固態(tài)收縮現(xiàn)象。消除縮松的方法,首先,在工藝設(shè)計中須遵循順序填充、順序凝固、及時建壓原則,確保鑄件各部位在增壓壓力下得到合金液的及時、有效地補充;其次,采用降低局部成形部位模具溫度、局部增壓、高壓水冷等措施,可有效改善周邊成形品質(zhì)。
對于壓鑄件而言,因影響因素眾多,不可能完全避免加工面存在氣孔、縮孔缺陷,因此從鑄造廠和主機廠成本而言,對加工面氣孔、縮孔的返修顯得至關(guān)重要。返修標準見表2。
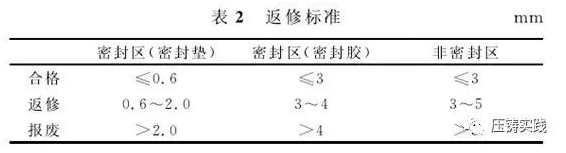
采用Loctite 3475A(Hurter)及3475B(Harz)混合后,對確定標準范圍內(nèi)的氣孔、縮孔進行填充修補,返修工藝:填充修補→12h固化→打磨→清洗。
通過壓鑄工藝的優(yōu)化和返修工藝的應(yīng)用,廢品率降低到2%左右,主要缺陷仍以油道及水套泄漏值超出可浸滲上限為主。
4.2 降低泄漏率
批量生產(chǎn)初期,機加工后缸體泄漏率高達40%,浸滲后缸體需要重新試漏,嚴重影響生產(chǎn)效率。統(tǒng)計發(fā)現(xiàn),泄漏部位主要集中在主軸承座螺栓孔、機油泵安裝螺栓孔處。經(jīng)過CT檢測發(fā)現(xiàn),在主油道和螺栓孔之間存在較大面積縮松。因該處屬于厚壁部位,局部厚度達到50mm,冷凝速度慢,周邊金屬來不及補縮,且離澆口位置遠,壓力無法及時傳遞,導致縮松出現(xiàn)。為減少此處壁厚、確保周邊金屬均勻收縮,在主軸承座螺栓孔處及機油泵安裝螺栓孔處增加了預鑄孔,尺寸分別為6mm×15mm、3.5mm×15mm。
通過增加預鑄孔,缸體毛坯加工后試漏合格率提高到90%。在復制模上采用了主軸承孔的局部增壓工藝,試漏合格率進一步提高。
4.3 減少裂紋
該產(chǎn)品裂紋主要為缸體水套外壁深腔部位裂紋和缸套間鋁合金裂紋。缸體水套外壁深腔部位裂紋屬于典型的冷裂,因此處型腔較深,合金凝固后對型芯包裹力大,強制脫模導致拉裂,通過加大起模斜度及過渡段圓角、模具定期拋光、增加局部涂料潤滑,可有效解決此類問題。缸套間鋁合金裂紋屬于典型的熱裂,應(yīng)力一方面來自缸套和鋁合金的收縮率差異,鋁合金凝固時收縮率較大,受到缸套的阻力產(chǎn)生拉應(yīng)力;另一方面來自產(chǎn)品結(jié)構(gòu)設(shè)計的壁厚差異。裂紋處壁厚僅3mm,受到兩側(cè)厚壁部位凝固時產(chǎn)生的拉應(yīng)力。通過嚴格控制缸套的預熱溫度可減少熱裂紋風險;通過提高缸套定位芯軸精度和缸套制造精度,可同時減少熱裂紋及冷裂紋風險。
5.關(guān)鍵特性標準及檢測手段
5.1孔隙率
鑄件內(nèi)在缺陷主要為氣孔和縮孔。氣孔、縮孔的存在,對鑄件的強度、氣密性、表面結(jié)構(gòu)以及外觀都有影響。當通過外力對零件加負荷時,在對應(yīng)的鑄件截面產(chǎn)生一個應(yīng)力,它和外力及零件截面積成比例。有氣孔、縮孔的有效截面積減少,應(yīng)力增大,一旦形成的應(yīng)力超過材料的彈性限值,將產(chǎn)生永久變形,最終導致斷裂。此外,截面積縮小引起的應(yīng)力升高,將產(chǎn)生與氣孔、縮孔形狀有關(guān)的應(yīng)力集中,應(yīng)力集中隨著氣孔表面積和孔徑的增大而增大。有關(guān)鋁合金鑄件疲勞強度的研究表明,孔隙率從氣孔級別0增加至級別8,疲勞強
度 降 低15%~20%。
對有密封要求的鑄件或機加密封面而言,氣孔、縮松將損害鑄件的密封性。同時,當鑄件進行表面噴凃、熱處理時,鑄件表面的氣縮孔將導致中斷和表面氣泡的產(chǎn)生。孔隙率的檢測分為有損和無損檢測。有損檢測是采用放大25倍的金相圖剖面,通過分析軟件來定量評估孔隙率;無損檢測采用工業(yè)CT進行。
5.2 缸套結(jié)合力
缸套作為鑲嵌件置入模具中,為確保缸套和鋁合金的結(jié)合,在缸套表面留有螺紋狀或者凸刺狀表面(高度為0.7~0.9mm)。缸套結(jié)合力的影響主要來自澆口的工藝布置、缸套表面形狀的選取,如缸套結(jié)合力不足將導致發(fā)動機運轉(zhuǎn)時產(chǎn)生敲缸噪音。
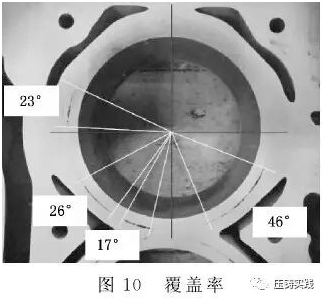
目前缸套結(jié)合力的檢測無統(tǒng)一標準,多采用縱向剖面剝離、橫向剖面著色滲透、結(jié)合面低倍放大、結(jié)合面覆蓋率等方法進行多重評估、對比分析。
結(jié)合面覆蓋率=(360°-縫隙角度)/360°×100%,圖10中結(jié)合面覆蓋率為67%。
5.3 清潔度
缸體作為發(fā)動機的核心部件,對其清潔度要求極為嚴格。為確保機加成品缸體的清潔度及清洗過程穩(wěn)定,對鑄件毛坯的清潔度也作了明確的規(guī)定,要求質(zhì)量≤300mg,允許最大顆粒直徑為2mm。
目前,清潔度檢查操作方法也形成了相關(guān)標準,如清洗液牌號、沖洗壓力、沖洗位置、試樣收集、烘干、稱重均有明確的規(guī)定,同時相關(guān)檢測硬件設(shè)備和分析軟件也實現(xiàn)了標準化配置。分析軟件可在顯微鏡下實現(xiàn)自動分析顆粒大小級別及數(shù)量分布情況。
為此,鑄造廠需要增加機加后清洗工序,多采用通過式高壓清洗機,并在批量生產(chǎn)過程中針對質(zhì)量及最大顆粒實施統(tǒng)計控制。
針對某鋁合金發(fā)動機缸體的生產(chǎn)工藝及設(shè)備、關(guān)鍵壓鑄技術(shù)的應(yīng)用、重點品質(zhì)問題的分析及改進、檢測等方面作了詳細介紹。目前此發(fā)動機在國內(nèi)汽車市場占有率高達20%,該鋁合金缸體的批量投產(chǎn)極大地促進了國內(nèi)鋁合金缸體壓鑄技術(shù)及周邊技術(shù)的提升。
