-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
螺紋加工知識重點一覽(1)
時間:2020/12/31 14:56:35 瀏覽次數:2894
字體:大
中
小

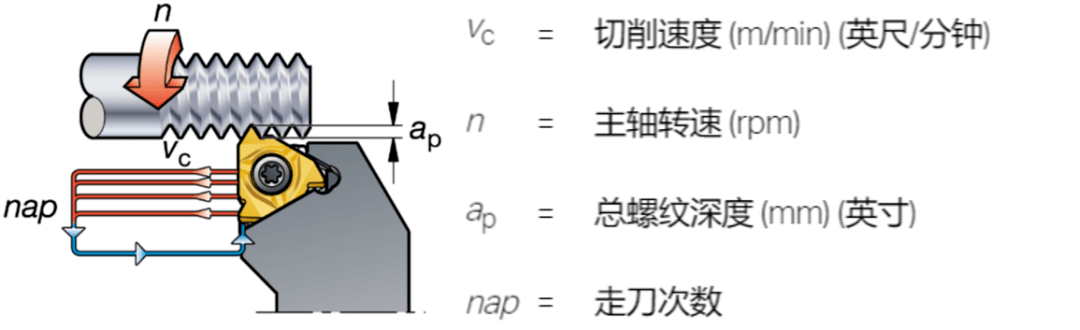
金屬切削加工螺紋的方法主要有車削、銑削、攻絲等,今天小編為大家帶來了生產中最常見的螺紋車削的重要技術知識分享給大家。
一、螺紋加工重要基本知識
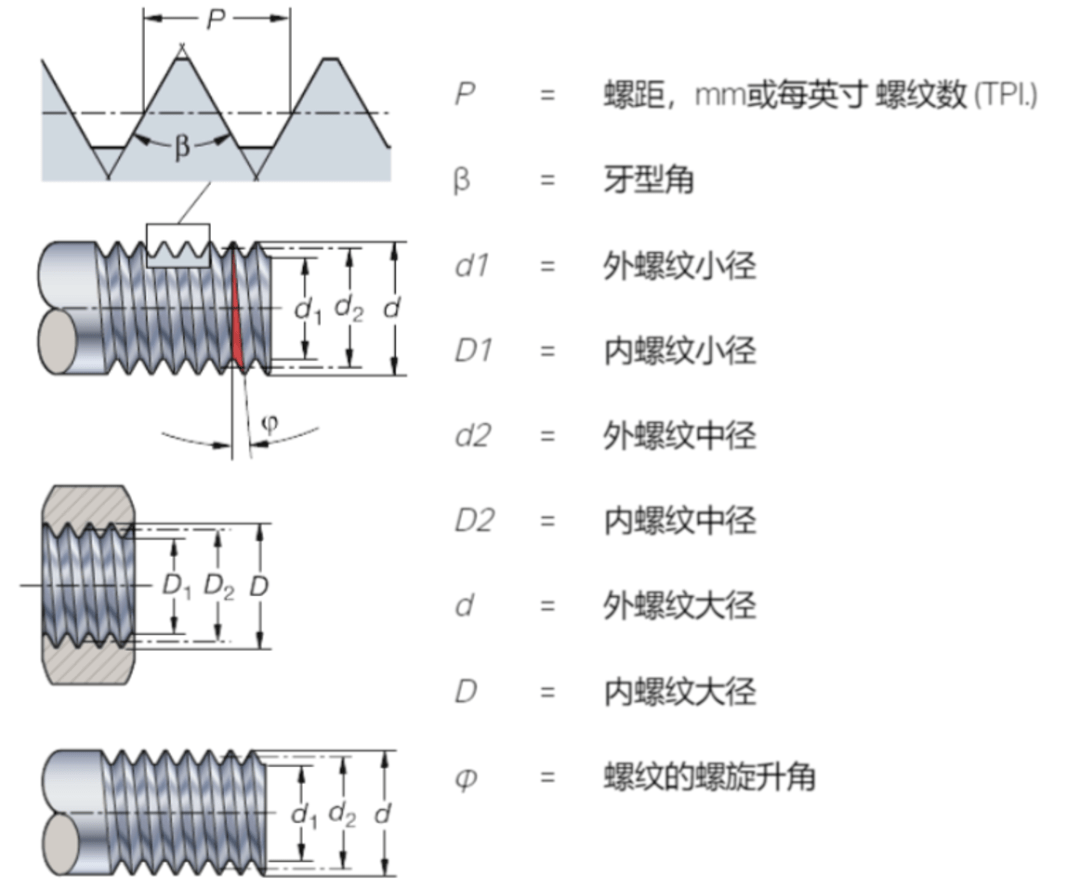
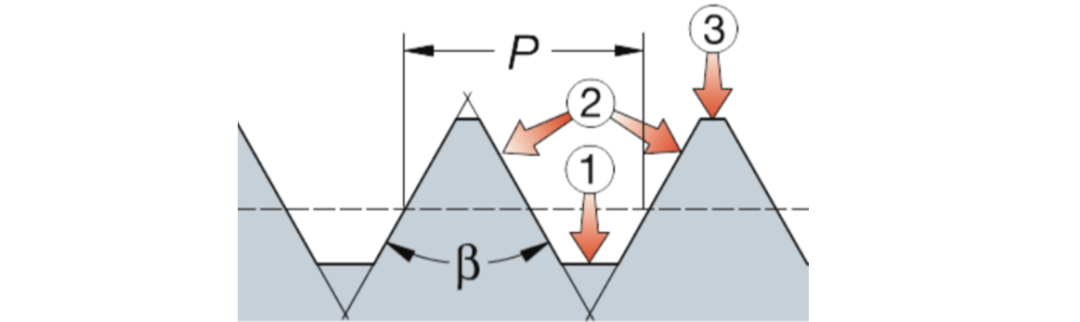
1. 術語定義
①牙底 ②牙側 ③牙頂
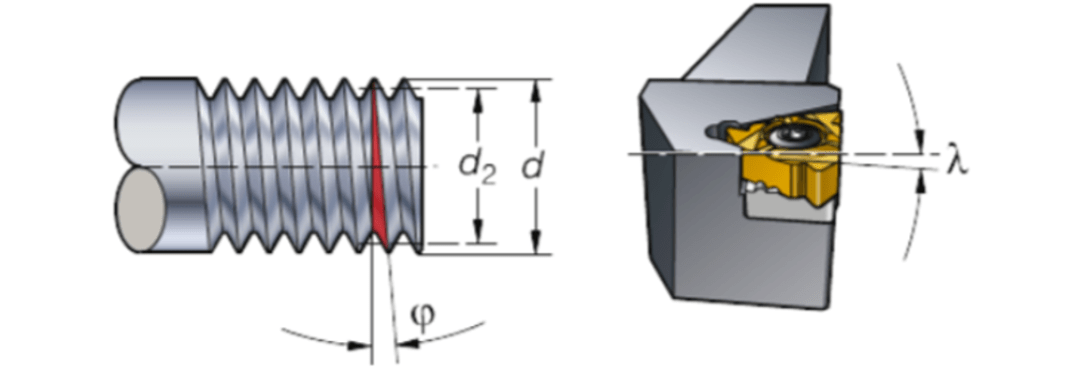
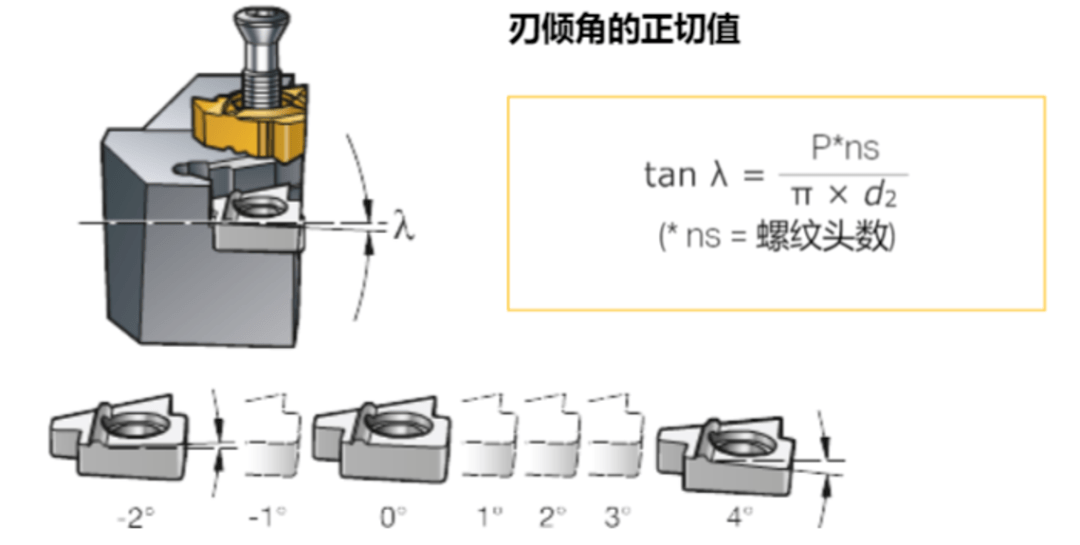
螺旋升角:
- 螺旋升角取決于螺紋的直徑和螺距。
- 通過更換刀墊調整刀片的牙側后角。
- 刃傾角為γ。最常見的刃傾角為1°,對應刀柄中的標準刀墊。
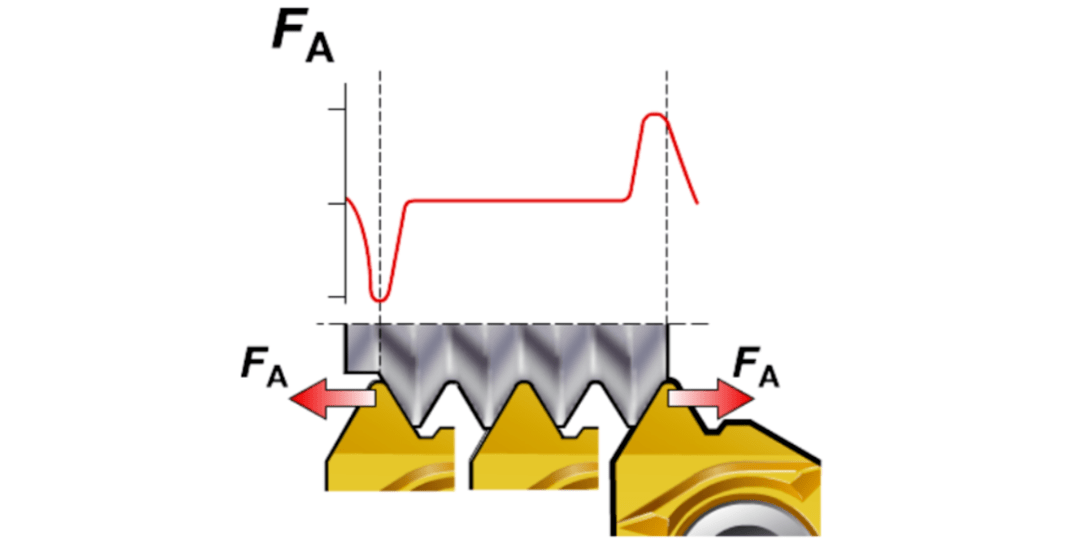
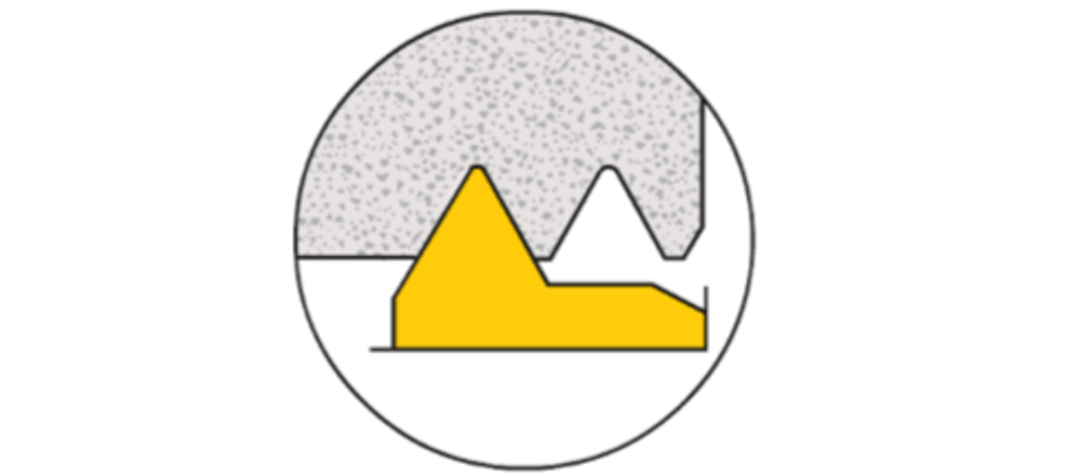
切入和切出螺紋時的切削力:
- 螺紋加工工序中的最高軸向切削力在切削刀具切入和切出工件期間出現。
- 切削參數過高可能導致夾緊不可靠的刀片出現運動。
傾斜刀片以獲得間隙:
可在刀柄中的刀片下方利用刀墊設置刃傾角。可參考刀具樣本中的圖表選擇使用哪種刀墊。所有刀柄都配備刃傾角設置為1°的標準刀墊。
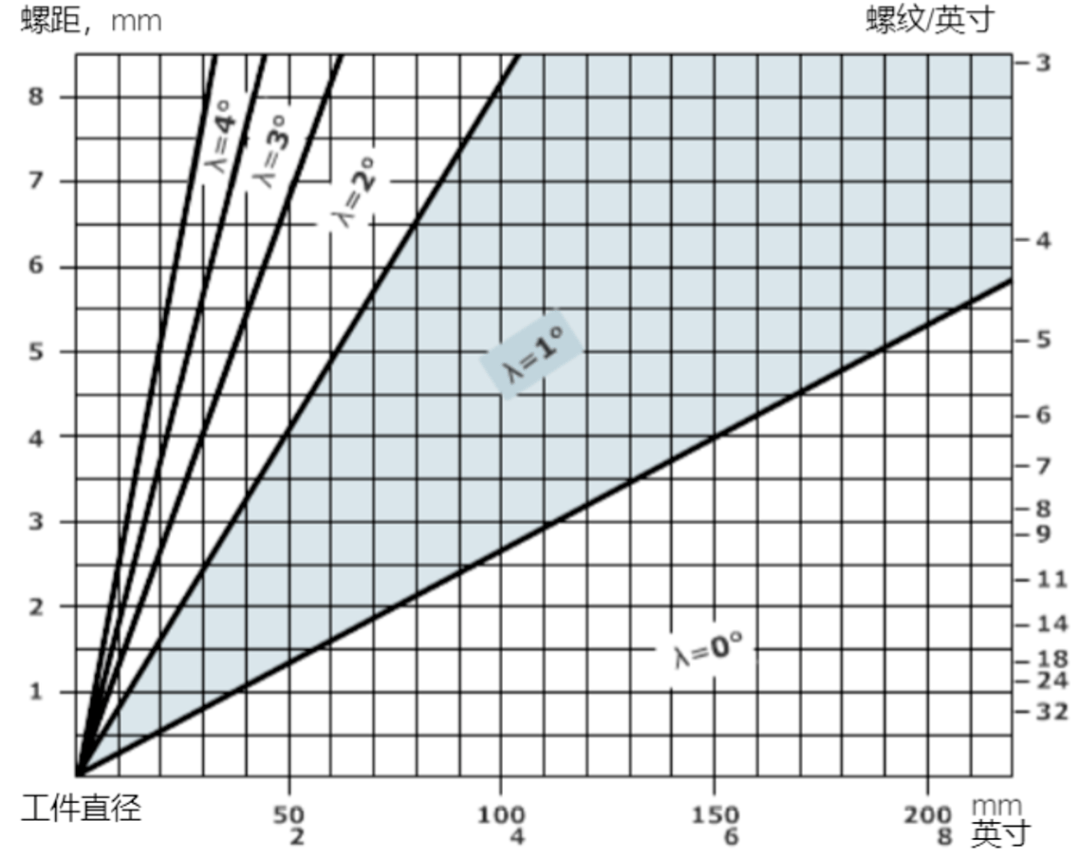
根據刃傾角選擇刀墊。工件直徑和螺距會影響刃傾角。從下圖可以看出,工件直徑為40mm,螺距為6mm,所需的刀墊必須具有3°刃傾角(不能使用標準刀墊)。
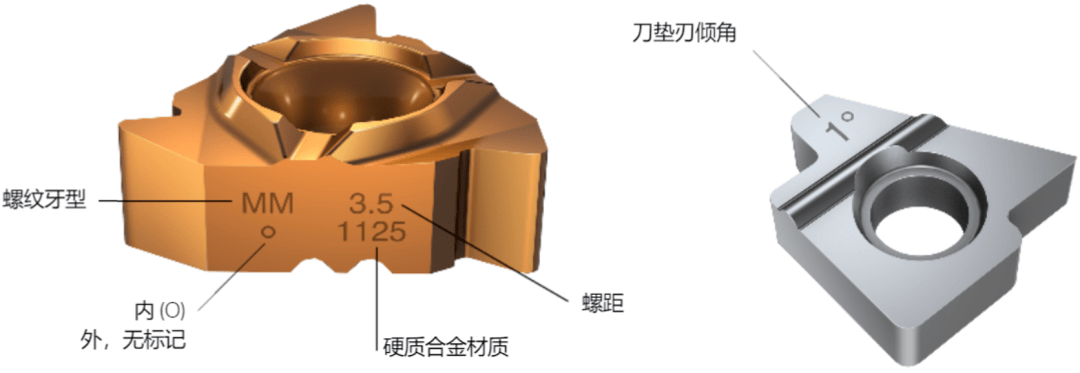
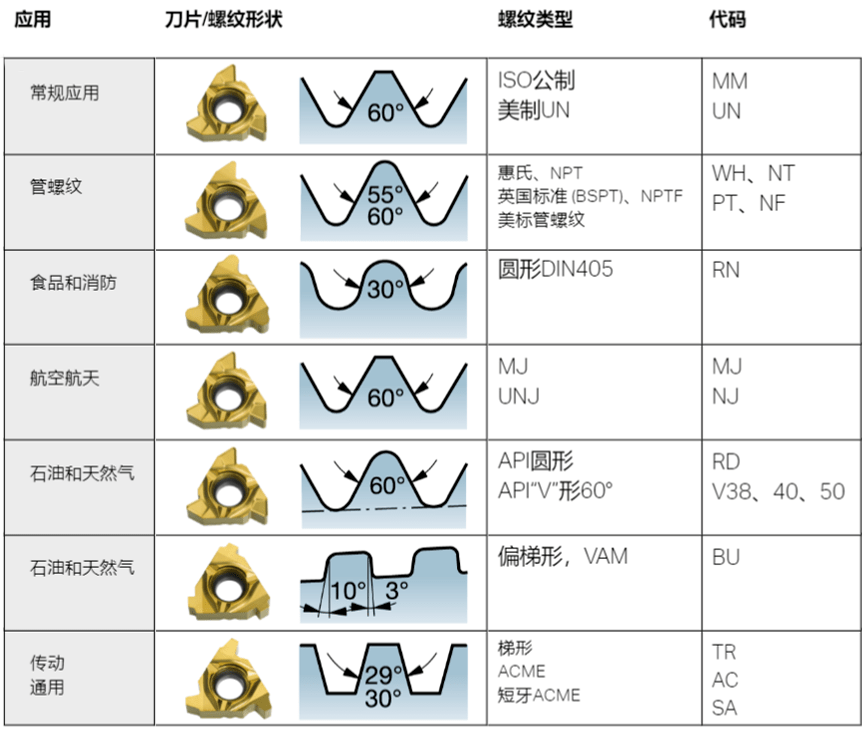
螺紋加工刀片和刀墊的標記:
螺紋形狀及其應用:
二、螺紋刀片類型及夾持方案
1. 多牙型刀片

優點:
- 減少進刀次數
- 非常高的生產率
缺點:
- 需要穩定裝夾
- 在加工完螺紋之后需要足夠的退刀空間
2. 全牙型刀片

優點:
- 更好地控制螺紋形狀
- 毛刺更少
缺點:
- 一種刀片只能切削一種螺距
3. V牙型刀片
優點:
- 靈活性,同一種刀片可用于加工幾種螺距。
缺點
- 會導致毛刺形成,需要去除毛刺。
