-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
一種數控車削簡易脹緊夾具的設計與應用
時間:2020/10/30 10:43:41 瀏覽次數:2778
字體:大
中
小

用于車削加工非回轉體上的孔內卡簧槽的加工解決方案,對于一些特殊零件卡簧槽在車床上加工有一定的借鑒作用,為充分挖掘數控車床的加工能力,提高試制零件的加工效率有重要意義。
一、問題的提出
在現實生產加工中,我們會遇到如圖 1 所示的非標單件或小批量的支座零件,該類零件的特點為:垂直于安裝底面的側面設有不均布的通孔;通孔的兩端靠近孔口的位置均設有卡簧槽。
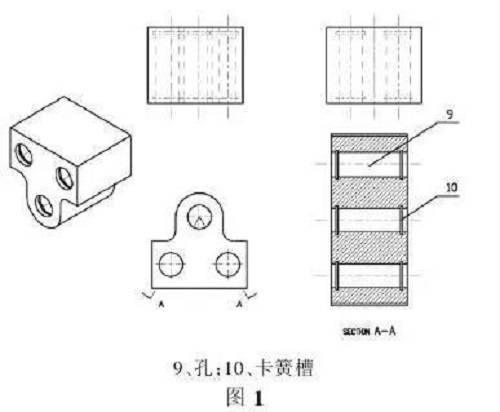
我們一般采用鉗工劃線—鉆削加工—鉸削加工或直接采用數控銑床鉆削加工—鉸削(鏜削)加工出該零件的底孔,然而如何快速、經濟的加工出孔兩端各設的 1 個卡簧槽卻成了比較棘手而難解決的技術問題。運用現代數控加工工藝加工該類零件卡簧槽的一般方法如表 1。綜上:上述 1-2 項加工方案裝夾次數少,但設備及刀具成本高;3-4 項裝夾次數多,但切削效率高,槽底質量好;因此結合機床、刀具、切削的效率等方面的成本來講,利用普通數控車床加工該類零件還是比較經濟合理的,但是利用四爪卡盤進行裝夾定位,比較繁瑣、且容易定位不準。那么能不能應用自定心的三爪卡盤來解決上述零件定位及裝夾問題,以便進一步提高效率、同時也降低定位裝夾占機成本呢?
二、問題的解決方案
2.1 工裝的主要結構
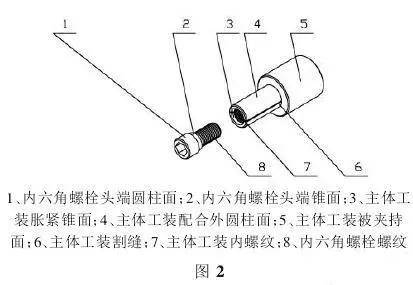
所述的該種數控車削簡易脹緊工裝,其特征在于:它由一個處理后的內六角螺栓和一個主體脹緊體構成;所述的處理后的內六角螺栓的特征在于:在靠近螺紋端的頭端圓柱 1 側設有一配合錐面 2;所述主體脹緊體的特征在于:一端設有三爪卡盤夾持面 5,另一端設有與零件孔間隙配合的圓柱面 4;所述圓柱面 4 端頭設有與內六角螺栓聯結緊固的內螺紋 7,在內螺紋的端頭設有與錐面 2 配合的錐面 2,所述割縫 6 把與孔配合的圓柱體均勻分割為三等份。
2.2 工裝的使用方法
① 三爪卡盤夾持主體工裝被夾持面 5;
② 主體工裝配合外圓柱面 4 穿入零件被加工空中;
③ 緊固內六角螺栓,使錐面 2 與錐面 3 貼合旋緊螺栓即可完成裝夾。
2.3 工裝的主要原理
當旋入內六角螺栓時,隨著錐面 2 與錐面 3 的貼合(錐面 3 口徑略小于錐面 2 口徑),錐面 2 迫使錐面 3 張口變形,從而使主體工裝配合外圓柱面 4 端頭膨脹脹大,以此約束零件孔的徑向旋轉與軸向移動。
表 1
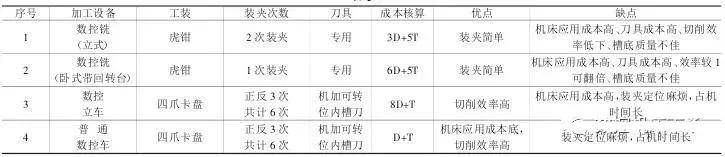
注:以 1 臺普通數控車床單價為一個基本單位 D, 以 1 臺普通數控車床用刀單價為一個基本單位 T.
2.4 工裝的主要優點
① 工裝設計結構簡單、使用方便、制造成本低廉;
② 工裝對孔的中心定位精度高,不用像四爪卡盤那樣來回調節卡爪位置以便定位到合適的回轉中心;
③ 通過端面貼合控制零件沿孔方向的軸向移動,可以有效地控制加工卡簧槽的位置度。
