-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
鋁合金壓鑄件設計要點
時間:2020/9/10 15:04:29 瀏覽次數:8499
字體:大
中
小

鋁壓鑄件具有生產效率高、加工成本低、生產過程中易實現機械自動化、鑄件尺寸精度高、表面質量好、整體力學性能好等優點;但在鑄造成型過程中易產生氣孔、流痕、擦傷、凹陷、裂紋、欠鑄等缺陷,這些缺陷使得壓鑄件外觀質 量和機械性能下降。為避免在壓鑄成型過程中出現以上問題,結構設計師需要在壓鑄件結構設計環節提前進行方案評估,并在零件結構設計上合理布局,通過優化結構將缺陷縮小到最小范圍。
1 鋁合金壓鑄件成型原理
鋁合金壓鑄件必須有模具成型,與壓鑄機、鋁合金組合加以綜合運用的過程。壓鑄工藝原理是利用高壓將金屬液高速流入一精密金屬模具型腔內,金屬液在壓力作用下冷卻凝固成鑄件。冷、熱室壓鑄是壓鑄工藝的兩種基本方式。冷室壓鑄中金屬液由手工或自動澆注裝置澆入壓室內,然后壓射沖頭前進,將金屬液壓入型腔。在熱室壓鑄工藝中,壓室垂直于坩堝內,金屬液通過壓室上的進料口自動流入壓室。壓射沖頭向下運動,推動金屬液通過鵝頸管進入型腔,金屬液凝固后,壓鑄模具打開,取出鑄件,完成整個壓鑄形成工藝過程。

2 鋁合金壓鑄件設計要點
壓鑄件設計的合理性關系到整個壓鑄成型工藝的進行,在進行壓鑄件設計時,應充分考慮壓鑄件的結構特點、壓鑄的工藝要求,盡量減少設計的壓鑄件在壓鑄成型工藝過程中缺陷的發生,以最優的設計方案從最大程度上提高壓鑄件質量。

2.1 合理設計壓鑄件壁厚
鋁合金壓鑄件結構設計時要充分考慮壁厚問題,壁厚是壓鑄工藝中一個具有特殊意義的因素,壁厚與整個工藝規范有著密切的關系,如填充時間的計算、內澆口速度的選擇、凝固時間的計算、模具溫度梯度的分析、壓力(最終比壓)的作用、留模時間的長短、鑄件頂出溫度的高低及操作效率;設計壁厚太厚會出現縮孔、砂眼、氣孔、內部晶粒粗大等外表面缺陷,使得機械性能下降,零件質量增加導致成本上升;設計壁厚太薄會造成鋁液填充不良,成型困難,使鋁合金溶解不好,容易出現鑄件表面填充困難、缺料等缺陷,并給壓鑄工藝帶來困難;壓鑄件隨氣孔的增加,其內部氣孔、縮孔等缺陷增加,故在保證鑄件有足夠強度和剛度的前提下,應盡量減小鑄件壁厚并保持截面的厚薄均勻一致。
2.2 合理設計壓鑄件加強筋
對于大平面或壁薄的壓鑄件,其強度、剛性較差,易變形,這時利用加強筋可以有效防止壓鑄件收縮、斷裂,消除變形,增強壓鑄件的強度與剛性,對過高的柱、臺等結構,可以利用加強筋改善應力分布狀況,防止根部斷裂,同時加強筋可以輔助熔化金屬的流動,提高鑄件的填充性能。加強筋的根部厚度不大于此處壁的厚度,一般厚度設計為0.8~2.0mm;加強筋的脫模斜度一般設計為1°~3°,高度越高設計脫模斜度越小;加強筋根部需添加圓角,以避免零件截面急劇變化,同時輔助熔化金屬流動,減小零件應力集中,提升零件強度,圓角一般接近與此處壁厚;加強筋高度一般不超過其厚度的5倍,加強筋厚度一般要求均勻,若設計太薄,加強筋本身易斷裂,若太厚,則易產生凹陷、氣孔等缺陷。表1為加強筋厚度和壓鑄件壁厚關系。
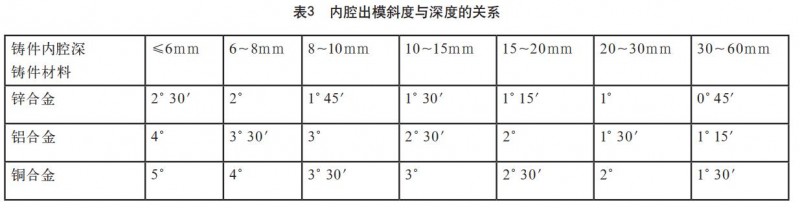
2.3 合理設計壓鑄件出模斜度
壓鑄件出模斜度的作用是減少鑄件與模具型腔的摩擦,容易取出鑄件;確保壓鑄表面不拉傷,同時可以延長模具壽命。出模斜度與壓鑄件的高度有關,高度越大,則出模斜度越小。一般情況下,壓鑄件的外表面出模斜度約為內腔出模斜度的1/2,但在實際設計中,可以將壓鑄件內外表面出模斜度設計為一致,以保持壁厚均勻,簡化結構設計。如表 2為各種合金壓鑄件的最小出模斜度參考值,表3為各壓鑄件內腔出模斜度與深度的關系。
2.4 合理設計加工余量
壓鑄件設計時應盡量避免機加工,機加工會破壞零件表面的致密層,影響零件機械性能;會使壓鑄件的內部的氣孔暴露,影響表面質量,同時也會增加零件成本。壓鑄件無法避免機加工時,應盡量避免切削量較大的設計,結構設計盡量便于機加或減小機加面積,減小機加成本。
壓鑄件上部分尺寸精度要求較高,或某些平面表面粗糙度要求高,壓鑄工藝很難達到要求,這時候就需要進行后續加工,對這部分結構,設計時應盡量預留加工余量。壓鑄件表面的強度,硬度比內部高,機加工時要注意保留表面的致密度,所以機加工的余量也不能余量過度,機加過多很可能會產生氣孔,外表面缺陷。表4為機加余量預留參考。

2.5 鋁合金壓鑄件噴涂設計
壓鑄件表面噴涂設計一般采用噴粉工藝,其原理為靜電噴粉:主要通過電極將涂料極化,再將要噴涂的物體帶相反的電荷,在電場力的作用下粉料均勻的附著在物體表面。噴粉工藝特點:粉末靜電噴涂不會造成大氣污染,粉末可以回收降低材料的消耗成本,涂膜性能耐酸、耐堿、耐腐蝕性能好。
