-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
各種裝配夾具
時間:2020/8/13 20:15:55 瀏覽次數:2472
字體:大
中
小

裝配用夾具只完成工件的定位、夾緊和點固工作,它必須保證裝配出來的部件能符合圖紙上和焊接工藝上所要求的形狀和尺寸(包括收縮余量和反變形量)。與焊接用的夾具相比,它對定位要求嚴格,夾緊的任務也僅僅是為了使工件與定位器能良好接觸,而不要求控制焊接變形。一般不需要設計成能翻轉或回轉工件的結構。
一、裝配管子用的夾具
建設火力發電站、煉油廠和化工廠時,有很多管子需要裝配和焊接。直徑在200毫米以下的管子,多為無縫鋼管,其斷面尺寸已標準化。要把兩個直徑相同的管子對接起來,主要要求兩個管子在接頭處同心和周邊對齊。
管子屬于圓柱形工件,它以圓柱外表面作定位基準。因此,最好的定位元件是ⅴ字鐵。只要和各種夾緊器配合使用,即能完成裝配。
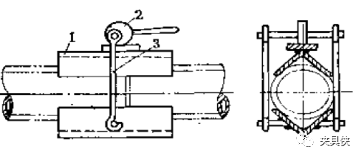 圖1 偏心夾緊器
圖1 偏心夾緊器
圖1所示是ⅴ字鐵和偏心輪結合的夾具。上下兩段角鋼1起定位作用,當轉動偏心輪2時,就帶動拉杄3使上下兩根角鋼夾緊管子,然后點固焊。
二、裝配圓筒節用的夾具
圓筒皆是制造大型管道、鍋爐汽包或公用容器的基本零件。它是山鋼板放到卷板機上卷圓,然后焊接縱縫而成。若把幾個圓筒節對接起來進行環縫焊接,就獲得較長的圓筒體。
通常在卷板機上卷出來的圓筒節,不可避免要出現一些偏差,如圖2所示。對于等厚度以下的鋼板,需要在裝配時使用夾具把它們克服。
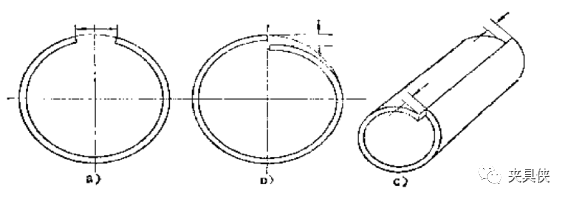 圖2 圓筒節卷圓的偏差
圖2 圓筒節卷圓的偏差
圖中a和b這兩種偏差是卷彎不足或彎曲不均勻,可以使用如圖3所示的螺旋-杠桿拉緊器去解決。該夾具是由杠桿1和5,拉緊螺桿4和7組成。在杠桿1和5上帶有夾持圓筒節端邊用的馬形卡2,螺釘6是用來壓緊圓筒端邊。螺桿4和7是通過鉸接螺母3與杠桿1和5連接。使用時,把該夾具放在筒節的端部利用弓形卡2和螺釘6把兩對接邊緣夾緊,當遇到圖2a的情況,就旋轉螺桿7,使兩對接邊靠攏或張開,達到調節所需要的裝配間隙。當遇到圖2b的情況,則旋轉螺桿4即能把兩對接邊對齊。
遇到圖2c的錯邊情況,可以使用圖3所示的螺旋拉緊器去解決。它實際上是在拉緊器的基礎上,換上兩個借鉤的螺桿,它們分別具有左右螺紋。使用時,把錯邊端部鉤牢,然后轉動中間的螺母即能把筒節的端部拉平。
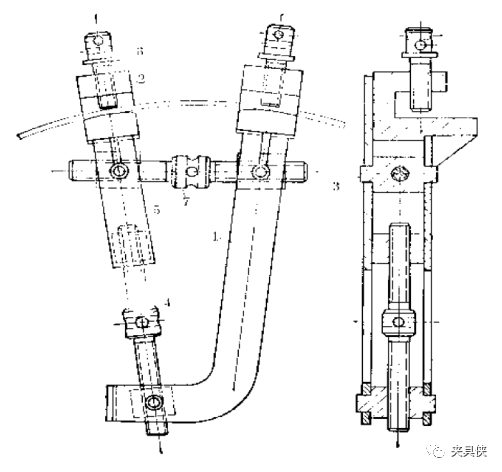 圖3 螺旋杠桿拉緊器
圖3 螺旋杠桿拉緊器
三、裝配梁和柱用的夾具
梁和柱是各種金屬結構中極為普遍的部件,其結構特點是:斷面形狀比較簡單,以丁字形、工宇形和箱形的為最多,長度都比較大。
1)裝配丁字梁用的夾具
丁字梁由立板和水平板兩個零件組成,一般是以水平板的底面作組裝基準進行裝配。采用什么樣的夾具裝配決定于產品批量的大小。
單件生產時,小尺寸的丁字梁就不必使用夾具,利用劃線定位方法進行裝配,如圖4所示。預先在水平板上按尺寸劃出定位線m-n,然后放上立板,用直角尺檢查垂直度即可點固。
批量生產時,劃線定位顯得太慢,宜采用夾具裝配。圖5介紹用樣板定位斜楔夾紫的例子,它適用于小批量、小尺寸的丁字梁裝配。預先按照立板和水平板的相互位置作出兩個相同的樣板(圖中a),工件較長時做兩個以上。然后用斜楔把它固定到水平板上,裝配時務必使水平板的邊緣與樣板上BC面貼緊,立板的側面與樣板上的DE面靠緊(見圖中b),點固后即完成裝配。
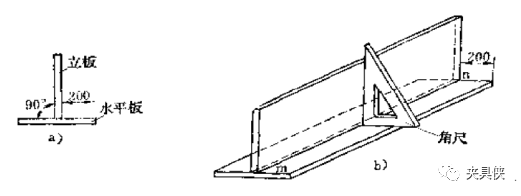 圖4 丁字梁的劃線定位裝配法
圖4 丁字梁的劃線定位裝配法
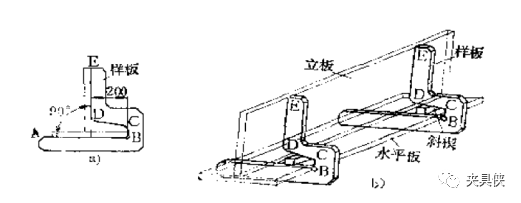 圖5 丁字梁的樣板定位裝配法
圖5 丁字梁的樣板定位裝配法
大批量生產尺寸較大的丁字梁時,就可以使用胎具進行裝配,圖6是其中之一。在支承平臺10上按立板與水平板相互位置和定位原理,預先安置定位器(圖中從1到6的擋鐵)。裝配時,先放水平板后放立板,務必使它們的板邊或側面與相應的擋鐵靠緊,然后用夾緊器(圖中從7到9)對工件夾緊就可以進行點固。
需要時,在圖中箭頭處還可以安置夾緊器。垂直方向夾緊力不夠時,也可適當增加夾緊器。這套胎具的特點是:除擋鐵3外,其余擋鐵都和夾紫器連接在一起;夾緊器通過拔出銷子11可以實現退出;擋鐵1和2的工作面要在一個平面上;擋鐵4、5、6的工作面也要在一個垂直平面上,這兩個面的距離恰好是丁字粱立板與水平板的相對位置(200毫米)。
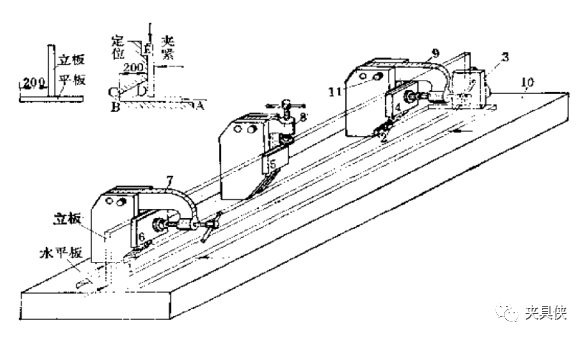 圖6
圖6
1~6 定位器(擋鐵) 7~9 夾緊器 10 支承平臺 11 銷子
2)裝配工字梁用的夾具
這里只介紹一個多種規格尺寸的工字梁都能使用的裝配胎具。它是以工字梁腹板的側面作組裝基準面,如圖7所示。圖中用兩根槽鋼1和2上翼板組成的平面作支承基準面,支承著腹板。工字梁上下蓋板和腹板的相對位置,由下面兩個螺旋定位器3和4來確定。左邊為定位擋鐵5,右邊為螺旋夾緊器6。上述器件都安裝在一個支架7上,其中左邊的定位擋鐵5、槽鋼1和螺旋定位器3是焊到支架上。右邊的螺旋夾緊器6、槽鋼2和螺旋定位器4是用螺釘固定在支架上,當工字梁的高度尺寸H改變時,它們可以在支架上左右改變位置;當工字梁的尺寸B改變時,調節螺旋定位器3和4的高度即可。上述這些裝置僅僅是整個胎具的一個單元,沿工字梁的長度方向上每隔1米左右都要建立一個這樣的單元。例如10米長的工字梁就得均勻分布10~11個。螺旋定位器3和4的數量可少些,以上下蓋板不發生下撓變形為準。
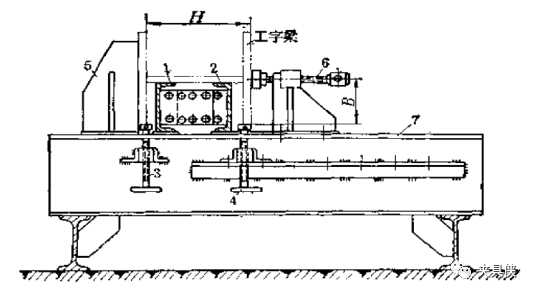 圖7 裝配工字梁用的胎具
圖7 裝配工字梁用的胎具
這套裝配胎具結構簡單,通用性大,但螺旋夾緊和松開占的時間較多。大批量生產都是用氣動夾緊器代替螺旋夾緊器。
