-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
內孔表面加工常用方法大匯總
時間:2020/4/22 16:57:59 瀏覽次數:13139
字體:大
中
小

內孔表面加工方法較多,常用的有鉆孔、擴孔、鉸孔、鏜孔、磨孔、拉孔、研磨孔、珩磨孔、滾壓孔等。
一、鉆孔
用鉆頭在工件實體部位加工孔稱為鉆孔。鉆孔屬 粗加工,可達到的尺寸公差等級為IT13~IT11,表面粗糙度值為Ra50~12.5μm。鉆孔有以下 工藝特點:
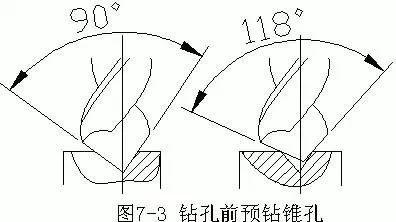
1.鉆頭容易偏斜。在鉆床上鉆孔時,容易引起孔的軸線偏移和不直,但孔徑無顯著變化;在車床上鉆孔時,容易引起孔徑的變化,但孔的軸線仍然是直的。因此,在鉆孔前應先加工端面,并用鉆頭或中心鉆預鉆一個錐坑,以便鉆頭定心。鉆小孔和深孔時,為了避免孔的軸線偏移和不直,應盡可能采用工件回轉方式進行鉆孔。
2.孔徑容易擴大。鉆削時鉆頭兩切削刃徑向力不等將引起孔徑擴大;臥式車床鉆孔時的切入引偏也是孔徑擴大的重要原因;此外鉆頭的徑向跳動等也是造成孔徑擴大的原因。
3.孔的表面質量較差。鉆削切屑較寬,在孔內被迫卷為螺旋狀,流出時與孔壁發生摩擦而刮傷已加工表面。
4.鉆削時軸向力大。這主要是由鉆頭的橫刃引起的。因此,當鉆孔直徑d﹥30mm時,一般分兩次進行鉆削。第一次鉆出(0.5~0.7)d,第二次鉆到所需的孔徑。由于橫刃第二次不參加切削,故可采用較大的進給量,使孔的表面質量和生產率均得到提高。
二、擴孔
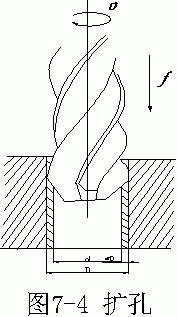
擴孔是用擴孔鉆對已鉆出的孔做進一步加工,以擴大孔徑并提高精度和降低表面粗糙度值。擴孔可達到的尺寸公差等級為IT11~IT10, 表面粗糙度值為Ra12.5~6.3μm,屬于孔的半精加工方法,常作鉸削前的預加工,也可作為精度不高的孔的終加工。
擴孔方法如圖7-4所示,擴孔余量(D-d),可由表查閱。擴孔鉆的形式隨直徑不同而不同。直徑為Φ10~Φ32的為錐柄擴孔鉆,如圖7-5a所示。直徑Φ25~Φ80的為套式擴孔鉆,如圖7-5b所示。
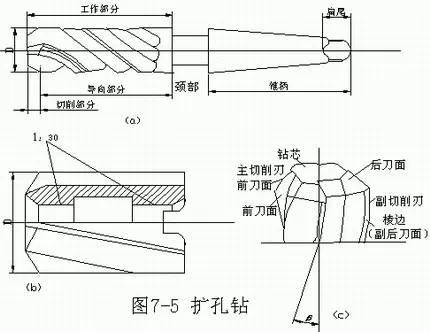
擴孔鉆的結構與麻花鉆相比有以下特點:
1.剛性較好。由于擴孔的背吃刀量小,切屑少,擴孔鉆的容屑槽淺而窄,鉆芯直徑較大,增加了擴孔鉆工作部分的剛性。
2.導向性好。擴孔鉆有3~4個刀齒,刀具周邊的棱邊數增多,導向作用相對增強。
3.切屑條件較好。擴孔鉆無橫刃參加切削,切削輕快,可采用較大的進給量,生產率較高;又因切屑少,排屑順利,不易刮傷已加工表面。
因此擴孔與鉆孔相比,加工精度高,表面粗糙度值較低,且可在一定程度上校正鉆孔的軸線誤差。此外,適用于擴孔的機床與鉆孔相同。
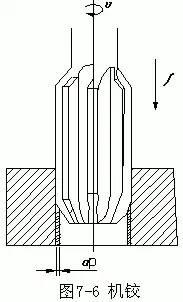
三、鉸孔
鉸孔是在半精加工(擴孔或半精鏜)的基礎上對孔進行的一種精加工方法。鉸孔的尺寸公差等級可達IT9~IT6,表面粗糙度值可達Ra3.2~0.2μm。
鉸孔的方式有機鉸和手鉸兩種。
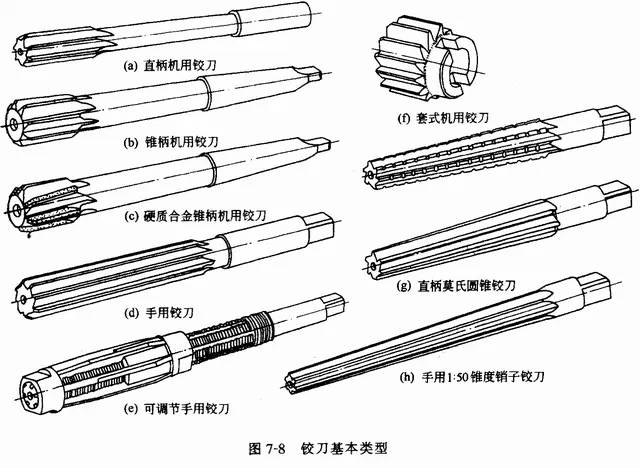
鉸刀一般分為 機用鉸刀和 手用鉸刀兩種形式。如圖7-8所示。
機用鉸刀可分為帶柄的(直徑1~20mm為直柄,直徑10~32mm為錐柄,如圖7-8a、b、c所示)和套式的(直徑25~80mm,如圖7-8f所示)。手用鉸刀可分為整體式(如圖7-8d所示)和可調式(如圖7-8e所示)兩種。鉸削不僅可以用來加工圓柱形孔,也可用錐度鉸刀加工圓錐形孔(如圖7-8g、h所示)。
1.鉸削方式
鉸削的余量很小,若余量過大,則切削溫度高,會使鉸刀直徑膨脹導致孔徑擴大,使切屑增多而擦傷孔的表面;若余量過小,則會留下原孔的刀痕而影響表面粗糙度。一般粗鉸余量為0.15~0.25mm,精鉸余量為0.05~0.15mm。鉸削應采用低切削速度,以免產生積屑瘤和引起振動,一般粗鉸 f=4~10m/min, 精鉸 f=1.5~5m/min。機鉸的進給量可比鉆孔時高3~4倍,一般可0.5~1.5mm/r。為了散熱以及沖排屑末、減小摩擦、抑制振動和降低表面粗糙度值,鉸削時應選用合適的切削液。鉸削鋼件常用乳化液,鉸削鑄鐵件可用煤油。
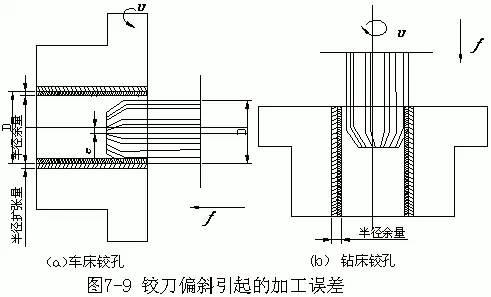
如圖7-9a所示,在車床上鉸孔,若裝在尾架套筒中的鉸刀軸線與工件回轉軸線發生偏移,則會引起孔徑擴大。如圖7-9b所示,在鉆床上鉸孔,若鉸刀軸線與原孔的軸線發生偏移,也會引起孔的形狀誤差。
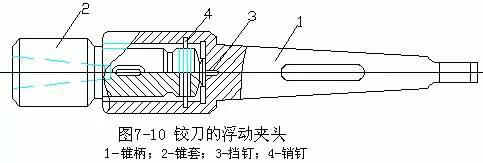
機用鉸刀與機床常用浮動聯接,以防止鉸削時孔徑擴大或產生孔的形狀誤差。鉸刀與機床主軸浮動聯接所用的浮動夾頭如圖7-10所示。浮動夾頭的錐柄1安裝在機床的錐孔中,鉸刀錐柄安裝在錐套2中,擋釘3用于承受軸向力,銷釘4可傳遞扭矩。由于錐套2的尾部與大孔、銷釘4與小孔間均有較大間隙,所以鉸刀處于浮動狀態。
2.鉸削的工藝特點
(1)鉸孔的精度和表面粗糙度主要不取決于機床的精度,而取決于鉸刀的精度、鉸刀的安裝方式、加工余量、切削用量和切削液等條件。例如在相同的條件下,在鉆床上鉸孔和在車床上鉸孔所獲得的精度和表面粗糙度基本一致。
(2) 鉸刀為定徑的精加工刀具, 鉸孔比精鏜孔容易保證尺寸精度和形狀精度,生產率也較高,對于小孔和細長孔更是如此。但由于鉸削余量小,鉸刀常為浮動聯接,故不能校正原孔的軸線偏斜,孔與其它表面的位置精度則需由前工序或后工序來保證。
(3)鉸孔的適應性較差。一定直徑的鉸刀只能加工一種直徑和尺寸公差等級的孔,如需提高孔徑的公差等級,則需對鉸刀進行研磨。鉸削的孔徑一般小于Φ80mm,常用的在Φ40mm以下。對于階梯孔和盲孔則鉸削的工藝性較差。
四、鏜孔、車孔
鏜孔是用鏜刀對已鉆出、鑄出或鍛出的孔做進一步的加工。可在車床、鏜床或銑床上進行。鏜孔是常用的孔加工方法之一,可分為粗鏜、半精鏜和精鏜。 粗鏜的尺寸公差等級為IT13~IT12,表面粗糙度值為Ra12.5~6.3μm; 半精鏜的尺寸公差等級為IT10~IT9,表面粗糙度值為Ra6.3~3.2μm; 精鏜的尺寸公差等級為IT8~IT7,表面粗糙度值為Ra1.6~0.8μm。
1.車床車孔
車床車孔如圖7-11所示。車不通孔或具有直角臺階的孔(圖7—11b),車刀可先做縱向進給運動,切至孔的末端時車刀改做橫向進給運動,再加工內端面。這樣可使內端面與孔壁良好銜接。車削內孔凹槽(圖7—11d),將車刀伸入孔內,先做橫向進刀,切至所需的深度后再做縱向進給運動。
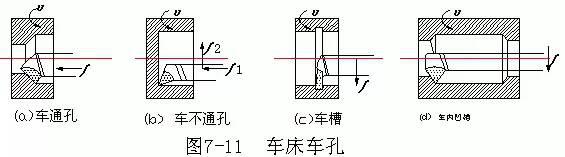
車床上車孔是工件旋轉、車刀移動,孔徑大小可由車刀的切深量和走刀次數予以控制,操作較為方便。
車床車孔多用于加工盤套類和小型支架類零件的孔。
2.鏜床鏜孔
鏜床鏜孔主要有以下三種方式:
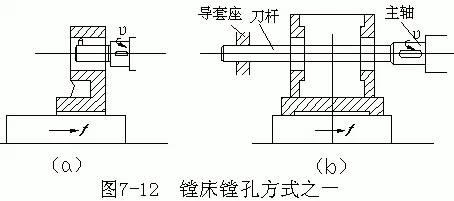
(1)鏜床主軸帶動刀桿和鏜刀旋轉,工作臺帶動工件做縱向進給運動,如圖7-12所示。這種方式鏜削的孔徑一般小于120mm左右。圖7-12a所示為懸伸式刀桿,不宜伸出過長,以免彎曲變形過大,一般用以鏜削深度較小的孔。圖7-12b所示的刀桿較長,用以鏜削箱體兩壁相距較遠的同軸孔系。為了增加刀桿剛性,其刀桿另一端支承在鏜床后立柱的導套座里。
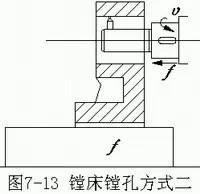
(2)鏜床主軸帶動刀桿和鏜刀旋轉,并做縱向進給運動,如圖7-13所示。這種方式主軸懸伸的長度不斷增大,剛性隨之減弱,一般只用來鏜削長度較短的孔。
(3)鏜床平旋盤帶動鏜刀旋轉,工作臺帶動工件做縱向進給運動。
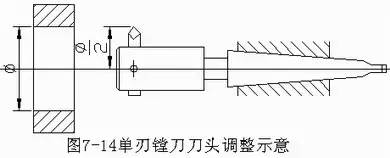
上述兩種鏜削方式,孔徑的尺寸和公差要由調整刀頭伸出的長度來保證,如圖7-14所示。需要進行調整、試鏜和測量,孔徑合格后方能正式鏜削,其操作技術要求較高。
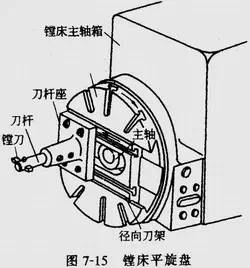
圖7-15所示的鏜床平旋盤可隨主軸箱上、下移動,自身又能做旋轉運動。其中部的徑向刀架可做徑向進給運動,也可處于所需的任一位置上。
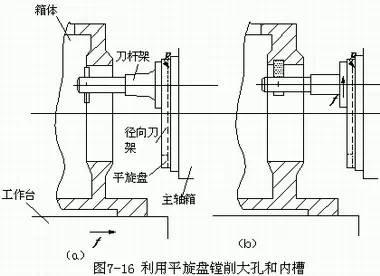
如圖7-16a所示,利用徑向刀架使鏜刀處于偏心位置,即可鏜削大孔。Φ200mm以上的孔多用這種鏜削方式,但孔不宜過長。圖7-16b為鏜削內槽,平旋盤帶動鏜刀旋轉,徑向刀架帶動鏜刀做連續的徑向進給運動。若將刀尖伸出刀桿端部,亦可鏜削孔的端面。
鏜床主要用于鏜削大中型支架或箱體的支承孔、內槽和孔的端面;鏜床也可用來鉆孔、擴孔、鉸孔、銑槽和銑平面。
3.銑床鏜孔
在臥式銑床上鏜孔與圖7-12a所示的方式相同,鏜刀桿裝在臥式銑床的主軸錐孔內做旋轉運動,工件安裝在工作臺上做橫向進給運動。
