-
--熱烈祝賀我會聯(lián)辦的科普活動被中國科協(xié)評為--優(yōu)秀科普活動
12月21日,中國科學技術(shù)協(xié)會辦公廳印發(fā)《關(guān)于對2020年全國科普日有關(guān)組織單位和活動予以表揚的通知》(科協(xié)辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯(lián)辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優(yōu)秀科普活動。
學術(shù)科普
小型工裝夾具設計加工的現(xiàn)場經(jīng)驗
時間:2020/3/16 10:58:51 瀏覽次數(shù):2396
字體:大
中
小

工裝零件的加工
設計工裝夾具時要分析工裝零件的加工要求,以某一鉆模本體為例:該鉆模本體內(nèi)腔要求淬硬55HRC以上,并且其特殊部分要做鉆套孔。為了避免影響鉆具的質(zhì)量,我們要對鉆具的整體進行淬火工藝后再進行線切成型,這樣做的主要目的就是防止出現(xiàn)熱加工后的精加工,縮短了現(xiàn)場加工的工序,而且通過線切割割出鉆套孔,也可以實現(xiàn)工件由分體式向整體式的轉(zhuǎn)變,從而提高了工件的成形率;同時基于現(xiàn)場設計加工的相關(guān)條件不具備,再加上某些機械設備對相關(guān)工裝夾具的要求本身不高,為了在進行熱處理工藝時,可以采取低碳鋼滲碳淬火工藝方法,而且工裝的材料可以用熔點相對比較低的韌鋼材質(zhì)所代替。
基于在現(xiàn)場安裝過程中遇到的一些復雜零件的施工要求,比如一些特殊的小型工裝夾具要求,這種要求具有一定的特殊性,因此需要夾具須具有單一性。在現(xiàn)場設計加工中還會出現(xiàn)具有單件生產(chǎn)的特性,為此設計人員在選擇加工工藝時要避免鑄件工藝,因為鑄件工藝適用于批量生產(chǎn),因此可以選擇拼裝件,對于大型的工裝夾具可以采取焊接件的方式操作。
 圖1 鉆模圖
圖1 鉆模圖
夾緊、支撐元件的統(tǒng)一性
在實際的設計加工中,設計人員需要根據(jù)實際工作需要對工裝夾具進行設計,為此不可避免地需要設計一些較為復雜的工裝夾具,復雜的工裝中需要設定一些復制支撐的元件,比如我們常見的靠螺旋壓緊的螺母、螺旋調(diào)節(jié)的螺栓等部件,如果按照常規(guī)的設計方法,需要操作者利用多種工具才能實現(xiàn)不同型號螺母的安裝,這樣不僅費時,而且非常費力,因為機械螺母安裝的空間有限,需要操作人員在有限的空間內(nèi)來回地更換相應的工具,大大影響工作效率,為此設計人員可以將不同型號的螺母,統(tǒng)一設計成相同寬度的螺栓,這樣施工操作人員就可以直接利用統(tǒng)一的工具實現(xiàn)對螺母的安裝。
采用活動模塊解決零件多基準問題
在確定夾具的基準問題時,由于屬于現(xiàn)場加工因此不可能嚴格按照機床加工標準執(zhí)行,為此可以采取活動模板來解決零件多基準的問題。在夾具成形之后,要從不同的基準點標出折邊零件的尺寸,然后再將工件按照相應的尺寸固定,進而再利用活動模板對工件的一側(cè)進行定位,然后再固定活動模板與工件后從外部切割加工,這樣的加工設計會保證內(nèi)檔的尺寸,雖然切割出來的工具在外部尺寸上存在誤差,但是這種誤差屬于板材厚度范圍內(nèi)的誤差,不影響工件的使用,并且此種工序方法只是依靠簡單的鉆具就可以實現(xiàn)。
采取定位壓緊裝置
在實際設計過程中我們會碰到各種類型的零件(如圖2)所示,雖然大孔已經(jīng)加工完成,但是為了保證零件的尺寸需要對這兩個小孔進行加工,以此保證A尺寸,但是在加工過程中容易出現(xiàn)誤差問題導致零件不能使用,為有效解決此問題,可以采取大孔定位措施 (如圖3),用導向活動支塊對D面進行定位,這樣的方式就是起到定位該零件某一角度避免零件出現(xiàn)轉(zhuǎn)動現(xiàn)象。
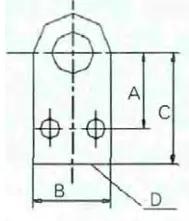 圖2 鉆模零件
圖2 鉆模零件
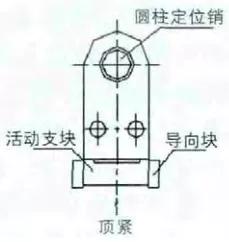 圖3 定位簡圖
圖3 定位簡圖
夾具的實用性設計
工裝夾具的現(xiàn)場設計加工最大的特點就是要保證夾具的實用性,必須要符合機械設備安裝的使用要求。以在工作中最常用的螺母與扳手的設計為例,在實際工作中相對比較常見的是一面兩銷定位的蓋板式鉆模結(jié)構(gòu),但是在面對大型工件孔時,模板上的兩定位銷置于工件孔內(nèi)定位后,由于各種誤差的因素,鉆模板在工件內(nèi)不好拆卸,這時通過均勻旋轉(zhuǎn)事先置于頂絲螺母內(nèi)的兩側(cè)扳手即可輕易地將鉆模板頂起,起到事半功倍的作用。
 圖4 蓋板式鉆模圖
圖4 蓋板式鉆模圖
工裝圖紙上形位公差的標注
在現(xiàn)場進行的設計加工工裝夾具屬于單件生產(chǎn),因此在具體的圖紙上標注的形位公差要和批量生產(chǎn)相區(qū)別,這樣的目的就是為了避免在對單件生產(chǎn)的工裝夾具進行檢測時,其采取的標準過于嚴格,而影響單件夾具的使用,同時也避免了對單個生產(chǎn)的工裝夾具使用專業(yè)檢測工具所帶來的各種經(jīng)濟費用的浪費現(xiàn)象,因此為了有效避免因為標準形位公差而帶來的一些不必要問題,下列數(shù)據(jù)不要標注在圖紙上:一是圓度、線輪廓度以及面輪廓度等數(shù)據(jù),因為檢測這些數(shù)據(jù)需要利用專業(yè)的檢測工具;二是位置度,當用在控制孔組的相互位置誤差時,要用到綜合量規(guī),而這種工具在機械安裝現(xiàn)場很難找到;三是最大實體原則和延伸公差帶。
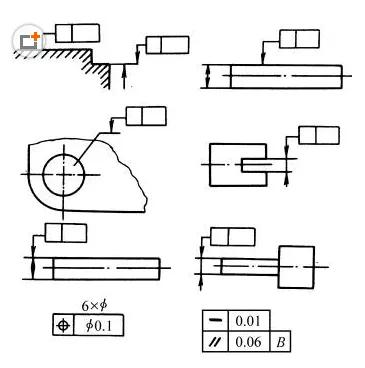 圖5 形位公差標注樣式
圖5 形位公差標注樣式
